
Фреза с одинарной резьбой
Резьбовые мельницыФреза с одинарной резьбой (Single Form Thread Mill) — эффективный и точный режущий инструмент, используемый преимущественно для фрезерования стали. Её конструкция разработана на основе глубокого понимания особенностей обработки стали с целью повышения эффективности, снижения затрат и обеспечения качества обрабатываемых деталей. Однозаходная конструкция фрезы в сочетании с резьбовой структурой позволяет ей лучше справляться с твёрдостью и износостойкостью стали при высокоскоростной обработке.
Особенности продукта:
Высокая эффективность резки:
Фреза Single Form Thread Mill имеет однозаходную конструкцию, что эффективно снижает сопротивление контакта инструмента с заготовкой и повышает эффективность резания. Такая конструкция облегчает резку стали при высокоскоростном резании, сокращая время обработки и повышая эффективность производства.
Отличная стабильность резки:
Структура резьбы обеспечивает фрезе хорошую стабильность резания. При обработке стали однопрофильная резьбовая фреза обеспечивает более равномерное распределение сил резания, снижает вибрацию и биение инструмента, обеспечивает стабильность процесса обработки и способствует получению более точных поверхностей.
Длительный срок службы:
Структура резьбы обеспечивает фрезе хорошую стабильность резания. При обработке стали однозаходные резьбовые фрезы позволяют более равномерно распределять силы резания, снижают вибрацию и биение инструмента, обеспечивают стабильность процесса обработки и способствуют получению более точных поверхностей.
Точная обработка:
Однозубая конструкция фрезы позволяет фрезе обрабатывать стальную поверхность более точно, снижая погрешности. Это особенно важно для некоторых отраслей промышленности, требующих высокой точности деталей. Используя эту фрезу, вы можете обеспечить высокую точность обработки деталей и превосходное качество поверхности.
-
DYLW
-
TISIN
-
HRC 55
-

-

-

| D, мм | D≤12 | D>12 |
|---|---|---|
| T, мм | 0 | 0 |
| -0.015 | -0.02 |
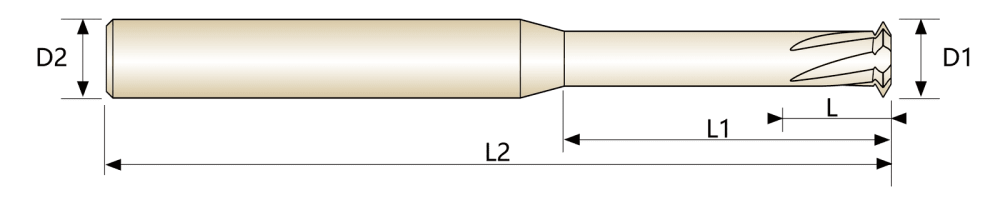
- Диаметр зуба*Расстояние между резьбами
- Диаметр D
- Длина реза L
- Хвостовик D2
- Общая длина L2
- мм
- мм
- мм
- мм
- мм
- М1
- 4*П0
- 3
- 1.05
- 4
- М1
- 6*П0
- 35
- 1.2
- 5
- М1
- 8*П0
- 35/М2
- 0*П0
- 35
- М2*П0
- 4
- 1.54
- 6
- 4
- М2
- 5*П0
- 45
- 1.96
- 6.5
- М3*П0
- 5
- 2.4
- 8
- 4
- М8*П0
- 5
- 6
- 20
- 6
- М3
- 5*П0
- 6
- 2.75
- 10
- М4*П0
- 7
- 3.15
- 10
- 4
- М4
- 5*П0
- 75
- 3.5
- 12
- М8*П0
- 75
- 6
- 20
- 6
- М5*П0
- 8
- 4
- 12
- 4
- М6*П1
- 4.8
- 15
- 6
- 50
- М8*П1.25
- 6
- 20
- 6
- 50
- М10*П1.5
- 8
- 25
- 8
- 60
- М14*П1.5
- 12
- 30
- 12
- 75
- М12*П1.75
- 10
- 30
- 10
- 75
- М14*П2
- 10
- 36
- 10
- 75
- М16*П2
- 12
- 45
- 12
- 75
- М18*П2.5
- 14
- 48
- 14
- 90
- М24*П3.0
- 14
- 48
- 14
- 90
- М30*П3.5
- 16
- 50
- 16
- 90
Подача, мм/мин
Подача, мм/мин
Подача, мм/мин
Подача, мм/мин
760
700
660
640
640
710
380
380
380
380
330
310
370
370
360
350
310
280
350
380
350
320
290
280